
Invisible Risk: Why Ultra-High Purity Gas Systems Demand Specialized Design and Installation Expertise

AK Anchorage Controlled Substances Instrument Rm 2. Image: Ken Graham Photography
Russell H. McElroy, senior principal with McClaren, Wilson & Lawrie, Inc., is co-author of this piece.
In the forensic community, where finding the truth is paramount, instrument validity and accuracy can decide how an accused individual may spend the rest of their life.
When these same analytical systems underpin public health decisions, even subtle inaccuracies can propagate undetected risk across entire populations.
What appears to be a functioning system may, in reality, quietly compromise the integrity of the results that govern both justice and human health.
The weakest link in high-performance labs

Orbitally welded. Image: Courtesy of Russell McElroy
Over the past several decades, analytical laboratories have undergone a profound transformation. Instruments used in forensics, pharmaceutical research, environmental testing, and advanced quality control now routinely identify compounds at parts-per-trillion (ppt) levels and below. This enhanced sensitivity has enabled breakthroughs in everything from drug development to trace evidence analysis.
Despite these leaps in detection capabilities in orders of magnitude, a critical supporting system has not uniformly kept pace: the infrastructure delivering key gases to these instruments. Across the industry, a recurring issue is emerging in new construction and renovation projects.
Contractors tasked with installing ultra-high purity (UHP) gas systems—typically specified at 5.0 to 6.0 grade (99.999 percent to 99.9999 percent purity)—may make a costly oversight by using methods and assumptions derived from fundamentally different applications. These applications include familiar medical gas systems governed by NFPA 99 and legacy “high purity” laboratory systems typical of the 1980s and 1990s.
Compounding the issue, installers frequently present credentials such as ASSE 6010 certifications for installers as evidence of qualification for UHP work. While these certifications are rigorous and appropriate within their intended domain, they are not equivalent to the requirements of UHP analytical gas systems.
The result is a growing disconnect between instrument capability and infrastructure performance—one that carries real consequences for laboratory reliability, data integrity, regulatory compliance, and support for instrumentation costing $80,000 to more than a million dollars.
The misconception: “high purity is high purity”

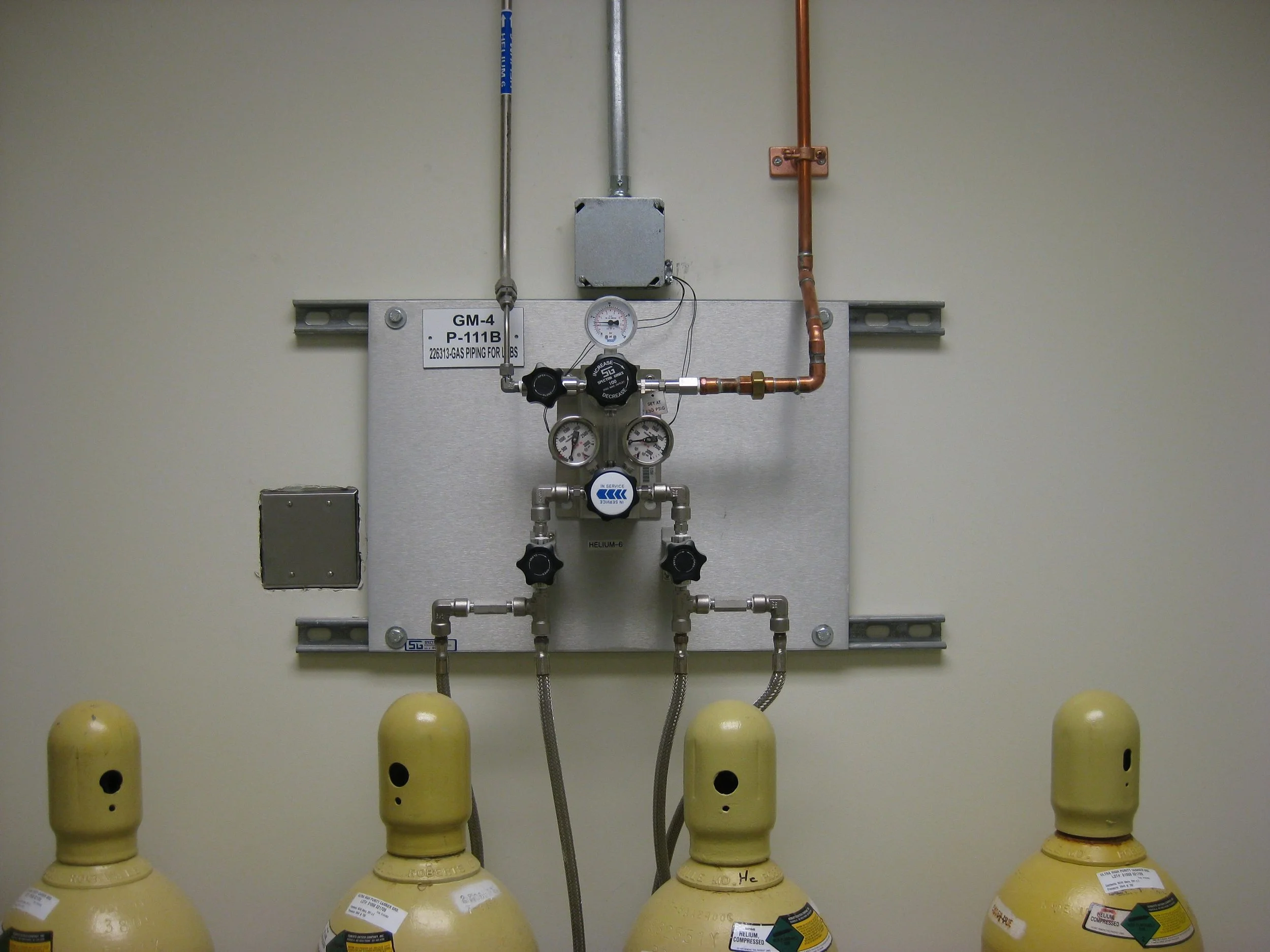
Cylinder rack and manifold Installed copy. Image: Courtesy of Russell McElroy
At a surface level, the confusion is understandable. Medical gas systems are tightly regulated, require certified installers, and emphasize cleanliness and safety. To many contractors, this appears analogous to UHP gas work.
It is not!
The two systems are designed to achieve fundamentally different objectives. NFPA 99-governed medical gas systems are focused on patient safety, correct gas identification, and prevention of cross-contamination between gases. These systems are typically piped in brazed copper tubing and are specified and installed to maintain cleanliness at a level appropriate for respiratory and clinical applications. While cleanliness is critical, it is defined in terms of oil-free conditions and particulate control—not molecular-level contamination.
By contrast, UHP analytical gas systems are designed to control contamination at the parts-per-billion (ppb) to parts-per-trillion (ppt) level. These systems are not simply delivering gas: they are preserving the gas molecular integrity to a degree that directly affects analytical outcomes.
Standards and practices for these systems often draw from semiconductor industry protocols (SEMI) and high-purity process piping standards such as ASME B31.3, with additional project-specific requirements governing materials, fabrication, and verification.
Why this difference matters
Gas chromatographs rely on controlled carrier UHP gases like helium, hydrogen, or nitrogen flowing at a rate in milliliters per hour (mL/hour). At these scales, even trace levels of oxygen, nitrogen, or moisture can degrade column performance, alter retention times, and reduce sensitivity. In mass spectrometry systems operating under high vacuum, trace contaminants can be amplified, interfering with ionization and detection. As a result, contaminants that would be negligible in other systems can become dominant sources of error. Hydrocarbons at parts-per-billion levels can appear as false peaks. Moisture can suppress signal response. Oxygen can shorten column life. In practical terms, this means that a gas system meeting all requirements for medical or legacy laboratory applications is inadequate for modern analytical chromatography and mass spectrometry work.
The credential gap: understanding the limits of ASSE Series 6000

AK Anchorage Controlled Substances Instrument Rm 3. Image: Ken Graham Photography
Engineers have encountered new challenges in UHP gas system installation due to the misapplication of installer qualifications. ASSE Series 6000 certifications are widely recognized in the construction industry and are essential for medical gas installations. However, these certifications do not address the unique demands of UHP systems, including:
Orbital welding of stainless-steel tubing with electropolished interior surfaces
Prevention of adsorption and desorption effects
Trace-level contamination control
Documentation and traceability at the weld and component level
UHP systems require a different skill set, often associated with semiconductor fabrication facilities or advanced analytical laboratories. Installers must be proficient not only in fabrication techniques but also in maintaining cleanliness throughout the installation process. Presenting ASSE 6000 certification as equivalent to UHP qualification is an error that can lead to inappropriate contractor selection, inadequate system performance, and instrument contamination - even if the system seems to meet purity levels on initial performance testing. Defects can often remain latent and crop up much later.
What UHP installation actually requires
To achieve and maintain 5.0 to 6.0 gas purity at the point of use, UHP systems must be designed and installed with a level of rigor that goes beyond conventional piping practices.
Materials
Electropolished stainless steel tubing (not medical/oxygen grade copper)
UHP-rated diaphragm valves and UHP fittings
Components cleaned and certified for high-purity service
Fabrication
Orbital welding with controlled parameters and environmental conditions
High-purity purge gas during welding, typically UHP argon or nitrogen
Elimination of threaded connections in critical areas
Cleanliness
Controlled handling and storage of materials
Prevention of particulate and molecular contamination
Adherence to cleanliness standards such as ASTM G93
Documentation
Weld logs with traceability
Material certifications
Cleaning certifications
Verification of installation procedures
These requirements are not optional enhancements. They are essential to achieving the specified performance.
Where projects go wrong

Turret angle example. Image: Courtesy of Russell McElroy
In some cases, the authors have experienced a pattern of oversights by specifiers and contractors in projects. In these instances, the contractor was required to remove all nonconforming piping and reinstall at their cost. This can have devastating effects on the construction schedule, the contractor's reputation and financial status, and client frustration toward both the design teams and the contractors. The most frequent oversights are:
1. The specifying engineer’s experience gap
Some engineers mistakenly believe that UHP level piping systems are the same level of purity and are specified and installed to the same standards as medical or “house” gas systems like compressed air, nitrogen, or vacuum.
2. Misinterpretation of specifications
Even when diligently and precisely specified—including specification of materials, submittal requirements, installation procedures, and final test protocols entirely separate from other laboratory or process gases—contractors interpret UHP requirements through the lens of familiar systems, assuming equivalence with medical gas or industrial high-purity installations. “When you have a hammer, everything looks like a nail.”
3. Substitution of materials
Specified electropolished tubing or UHP-rated components are replaced with lower-cost alternatives that do not meet surface or cleanliness requirements.
4. Inadequate welding practices
Orbital welding machines are not set to the level of precision for UHP installation, or purge practices are insufficient, leading to internal oxidation and contamination.
5. Lack of pre-Installation aubmittals
This issue is the most concerning. In many cases, costly errors are discovered in the field or at the time of performance testing. This is because installation began before the required procedures, qualifications, and QA/QC protocols were reviewed by the engineer and confirmed to be in agreement with specifications.
6. Missing Traceability
Documentation is incomplete or absent, making it impossible to verify compliance or investigate issues after installation. The contractor’s claim that their orbital welding machine prints out a welding process ticket does not satisfy the requirements for material or welder QA/QC traceability.
The most dangerous outcome: apparent success
Manifold wall mount installed copy. Image: Courtesy of Russell McElroy
One of the most challenging aspects of UHP system failure is that it is often not immediately obvious. On day one, the system holds pressure, instruments operate, and data is produced. However, subtle issues may creep in later, such as elevated baseline noise, reduced sensitivity, and drift in analytical results. In forensic or regulated environments, these issues can have serious consequences, including challenges to data validity and the need for costly reanalysis.
The role of owners, planners, and designers
Avoiding these outcomes requires active engagement from owners, lab planners, and design professionals.
Define requirements clearly
Specifications must explicitly distinguish UHP systems from NFPA 99 and legacy high-purity systems. References to SEMI standards, ASME B31.3, and project-specific requirements should be unambiguous. Ensure UHP specifications are separate and distinct from other laboratory piping systems under Division 22. Consider using Division 40 “Process Interconnections” and the sections 40 05 00 “Common Work Results for Process Piping,” and 40 13 19 “Helium Process Piping.”
Prequalify contractors
Contractors should demonstrate experience with UHP or semiconductor-grade systems and have familiarity with orbital welding and UHP practices with a track record of successful installations.
Enforce submittal requirements
All critical documentation, including welding procedures, installer qualifications, and QA/QC plans, must be reviewed and approved before installation begins. If this is missed, the installation can go awry.
Require full traceability
Documentation should allow every component and weld to be traced and verified. This is essential for both quality assurance and long-term reliability.
Consider independent verification
For UHP projects, third-party verification can provide an additional layer of assurance, particularly where in-house expertise is limited. Consider writing into specifications and contracts a provision for a qualified third party to verify all procedures and installation protocols, as well as to be present for final performance testing.
Qualification is not optional
The gap between “high purity” and “ultra-high purity” is not a matter of degree; it’s a matter of kind. Treating UHP systems as extensions of medical gas or legacy laboratory systems introduces risks that are difficult to detect and expensive to correct. As analytical instruments continue to push the boundaries of sensitivity, the demands on supporting infrastructure will only increase.

For lab planners and facilities managers, the path forward is clear: Engage qualified contractors with relevant experience. Enforce specifications rigorously. Require documentation and traceability. Because in today’s laboratories, you cannot achieve parts-per-trillion results with parts-per-million installation practices.
Russell H. McElroy, co-author of this piece, is a senior principal with McClaren, Wilson & Lawrie, Inc. and solely focuses on laboratory design, with over thirty years of experience in design and coordination for new and revitalized laboratories. He holds a professional degree in architecture from Virginia Tech, registrations in 14 states, and is a member of the American Institute of Architects.